

Corporate

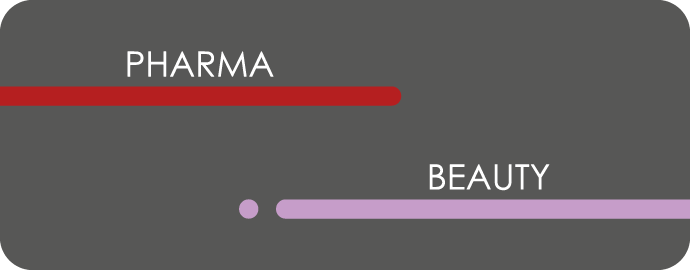

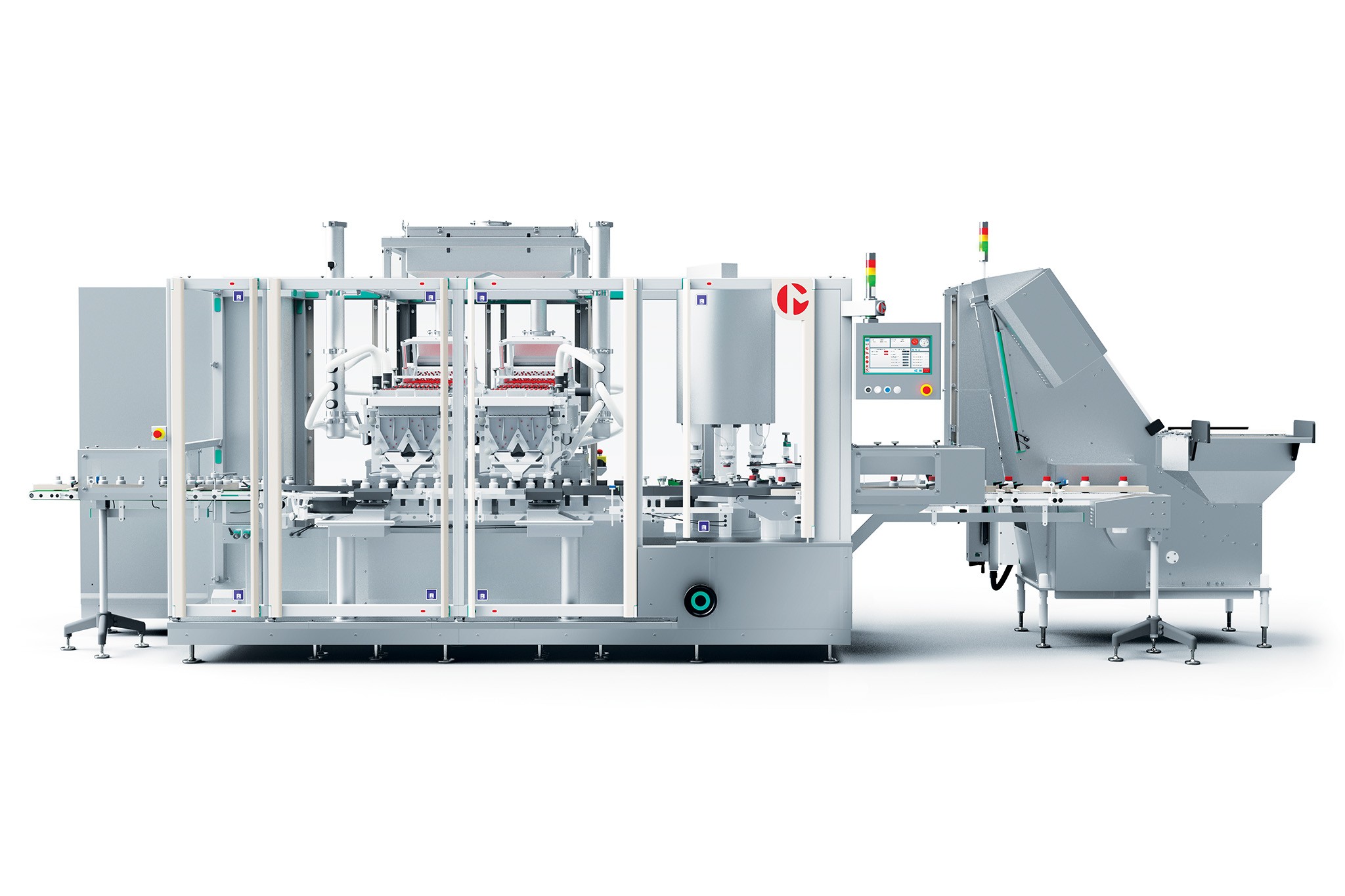
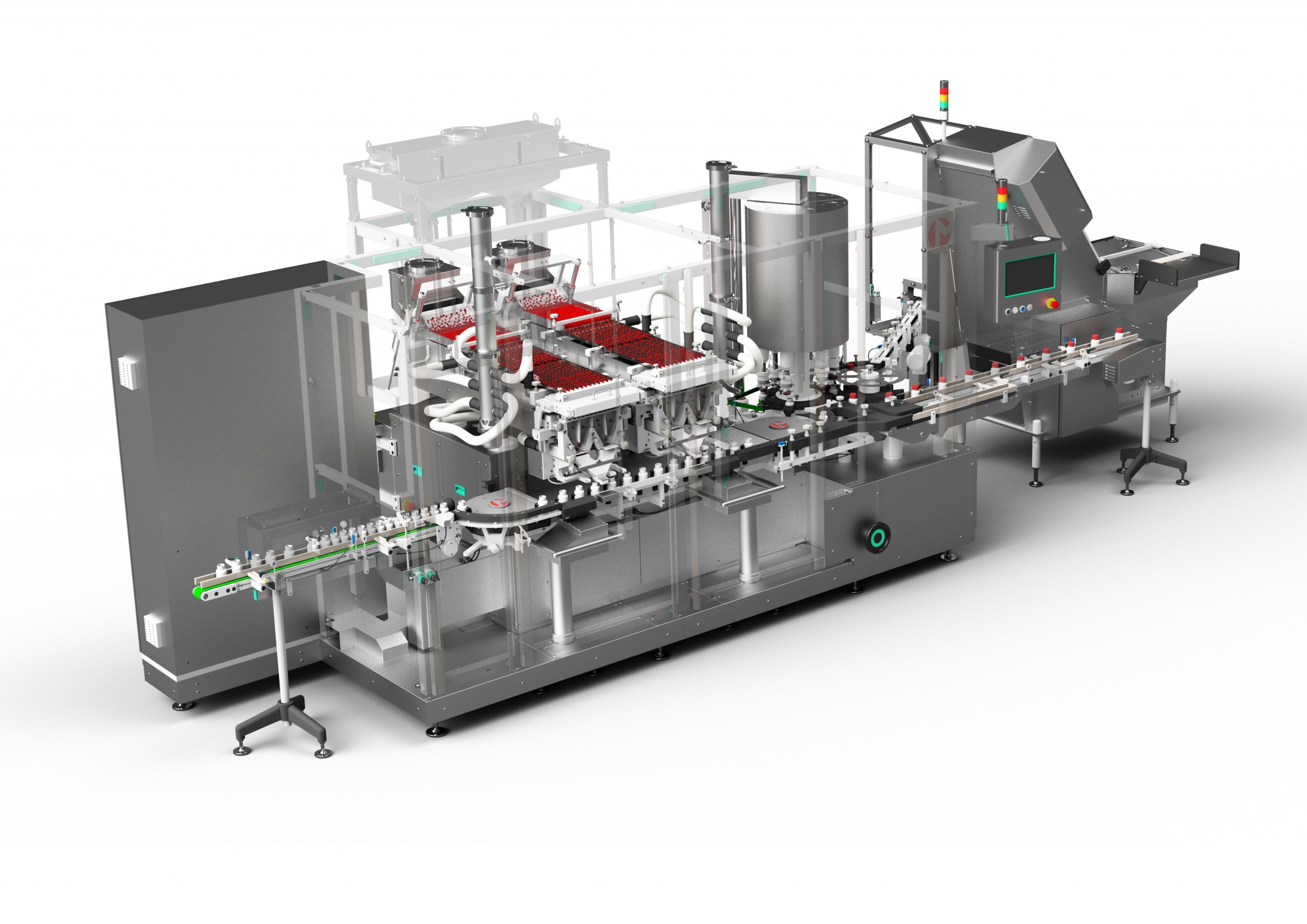
Counting Filling and Capping monoblock machine for solids. Monoblock machine for filling and capping bottles with tablets, capsules or pills.
On the Compact Series, innovation is put at the service of simplification in format change, to meet the increasingly pressing needs of maintaining the highest quality standards and performances, even in the presence of different products and counts in small or medium-sized batches.
To achieve this result, an innovative magnetic movement transport system was used (Compact24 model). It allows to overcome the typical limits of normal transport systems, by means of the totally autonomous handling of each single bottle: positioning, grouping, speed of movement are just some of the parameters that make this system unique.
Main features:
| OUTPUT | |
|---|---|
| Speed: | Up to 200 bottles/min |
| RANGE | |
| Tablet Ø (mm): | 5 - 13 |
| Capsules size: | 000 - 5 |
| Round bottle Ø: | from 18 to 125 mm |
| Bottle height: | from 35 to 220 mm |
Receive the machine brochure in pdf format, directly in your e-mail inbox.

